

一、背景
北元集团致力于现代化工产品的研发与生产,构建以“煤、原盐、兰炭、电石、发电、聚氯乙烯、烧碱、水泥”一体化循环产业链和“精细化工+绿色材料”的低碳、高效、绿色化工产品产业链。为了践行国家节水行动方案,大力推动节水型企业建设。近年来,公司大力推广高效冷却、洗涤、循环用水、污水再生利用等节水工艺和技术,遵循过程循环和末端回用,实现串联用水、分质用水、一水多用和梯级利用,进一步提升了水资源的重复利用率,降低单位产品消耗。公司先后荣获“2021年省级节水型企业”、“2022省级节水标杆企业”、“2022年度水效领跑者标杆企业(聚氯乙烯)”和“2023年水效领跑者”称号。

二、主要做法
(一)生产废水回用干法乙炔发生装置
公司废水处理技术有母液水处理技术、母液水深度处理技术、VCM合成废水深度处理技术、汽提废水处理、生产和生活废水处理技术、电化学水处理技术等。2020年7月,公司母液水深度处理装置投运后,北元集团乙炔发生装置用水出现短缺(原用水为母液水),公司安排生产废水回用乙炔干法发生装置。由于生产废水硬度、碱度较高,容易造成注水管线过滤器和发生器喷头结垢、堵塞,影响发生器稳定运行,为彻底解决该问题,通过专题会讨论、现场调研分析、实验验证、垢物化验、机理研究,制定系列可行措施。首先用酸调节pH,将pH值控制在合理范围之内,设计自动加酸装置,实现远程自动控制,缓解废水结垢的倾向。其次制定过滤器和喷头清理频次。最后优化调整污水系统投加PAM量。pH值调整后运行效果良好,结垢问题基本解决。2021年4月,公司生产废水全部回用乙炔发生装置,基本实现废水“零排放”目标。
(二)采用聚氯乙烯离心母液水深度处理技术
北元集团100万t/年聚氯乙烯生产装置,每小时产生母液水约340~380m³。通过建立一套完善的母液水处理、回用、全流程控制装置系统,将聚氯乙烯生产母液水深度处理后回用于热电分公司制纯水装置,实现循环利用,提高了母液水回收利用的经济性。母液水制成除盐水后,乙炔发生装置出现的用水短缺,用生产废水来弥补。
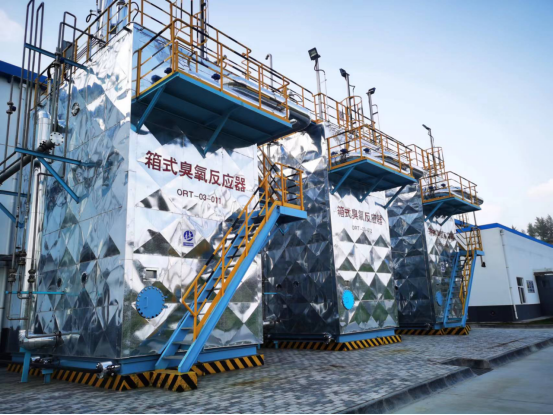
项目采用石英砂过滤+臭氧反应+活性炭过滤处理工艺,处理规模为380m³/h,使废水COD降到40mg/L以下,生化后水经过过滤送到深度处理系统。深度处理系统包括特殊过滤、臭氧氧化和活性炭吸附反应三个重要阶段。臭氧发生器产生的O3进入含有废水的反应器中,对剩余COD继续分解氧化,再由泵送到活性炭过滤器中进行剩余有机物和杂质吸附及反应,使COD降低到10mg/L以下,储存于清水池中做一次水用。

三、节水成效
生产废水回用干法乙炔发生装置后,生产废水回用量由30t/h提高至150t/h并稳定运行,年运行按照8000h计,每吨水按照6元计算,全年创造经济效益约720万元。
聚氯乙烯离心母液水深度处理技术应用后,2021-2022年生产废水平均回用量为3077m³/d,每年可节约用水成本673.9万元,每年可节约蒸汽消耗成本449.44万元,每年节约烧碱成本46万元,节约盐酸成本78.6万元,节约纯水成本131.5万元。综上分析计算,公司每年实际可节约成本约1379.44万元。项目投运后,聚合离心母液水全部回用,有效降低了生产废水排放量,可减排COD约16t/年,减排总氮约6.5t/年,达到了保护环境和节约水资源的目的。既提高了企业的社会形象和职工的健康水平,又促进了企业的持续健康发展。

